
从v1.3版本开始,我们支持自定义模板。UG版系统最终会使用工序模板,默认的参数都是预先定义好的,但你也可以用自己设置好参数的模板。
如下图。首先需要在工序导航器里有预设的工序模板。然后通过“工序模板”把对应的名字写上。系统在生成刀路的时候会采用对应的策略。
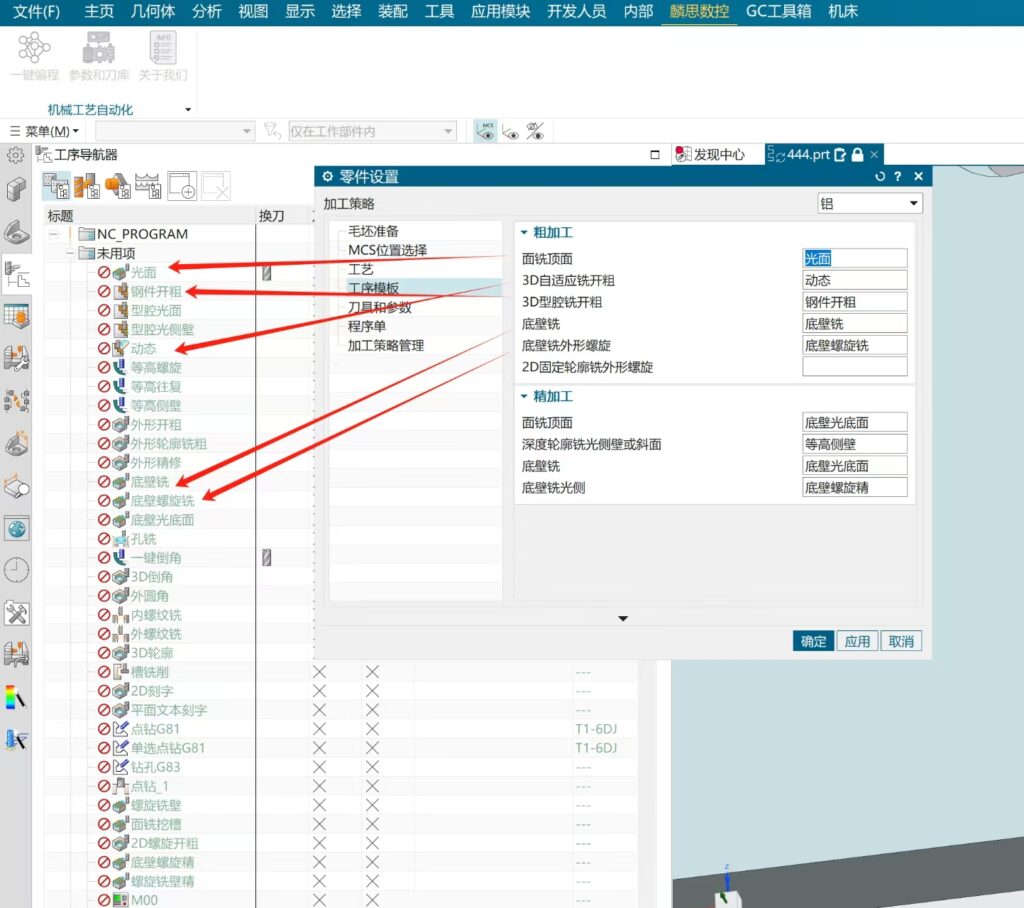
注意:如果空白或者找不到模板,系统仍然会采用默认的模板。
当前会分成粗加工和精加工两部分。
粗加工模板 #
模板类型 UG默认工序 要求 面铣顶面 Floor_face 带边界面铣 3D自适应铣开粗 1899版本以上才有效 3D型腔铣开粗 CavityMill 型腔铣 底壁铣 Floor_wall底壁铣 处理可2D型腔加工的区域,一般采用跟随部件模式,切削全部材料。 底壁铣外形螺旋 Floor_wall底壁铣 采用轮廓模式的底壁铣。 2D固定轮廓铣外形螺旋 Planar_profile固定轮廓铣 低版本时采用轮廓模式的平面铣来代替上述底壁铣外形螺旋,通过选边,进刀螺旋线。通常用于加工U型槽或者外轮廓。
精加工模板 #
| 模板类型 | UG默认工序 | 要求 |
| 面铣顶面 | Floor_face 带边界面铣 | |
| 深度轮廓铣光侧壁或者斜面 | ZLevel_pofile 深度轮廓铣(等高) | 可以做斜面或者壁。一般会采用圆鼻刀或者球刀来做。 |
| 底壁铣 | Floor_wall底壁铣 | 处理可2D型腔加工的区域,一般采用跟随部件模式,切削全部材料。 |
| 底壁铣光侧 | Floor_wall底壁铣 | 采用轮廓模式的底壁铣。切深一般是刀具直径的250% |
采用自定义模板的时候,系统会修改 #
既然是自己的工序模板,参数都会沿用用户定义。但系统仍然会修改某些参数:
- 选线选面
- 选刀具
- 进给和转速
- 每层深度(按层切削的策略)
- 参考刀具或者IPW
- 文件夹
而其他的比如进刀退刀的参数会使用自定义的模板参数。




评论 (0)