
这里设置非常重要的刀具库的参数库(转速进给)
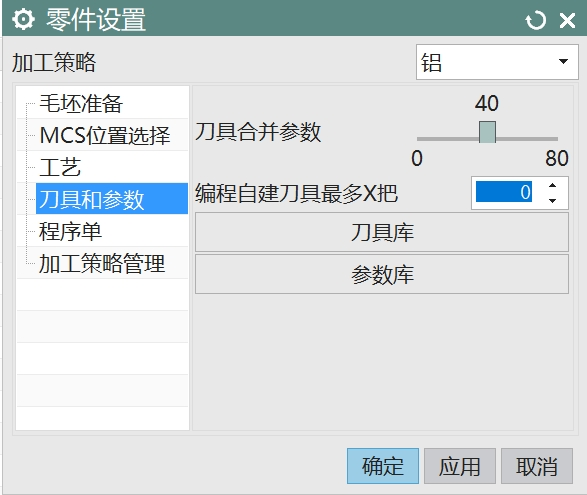
刀具库 #
重点需要讲解刀具库和刀号的配置,100%工厂需要调整这个。麟思数控会跟从刀具库中选择合适的刀具,而不是自由创建。
我们尝试打开默认的刀具库,它是excel的形式,编辑起来很方便。每次只需要编辑后保存即可(注意不要另存为,保证原位置保存即可)。保存完毕后关闭excel。
下面打开一个刀具excel,如下图。
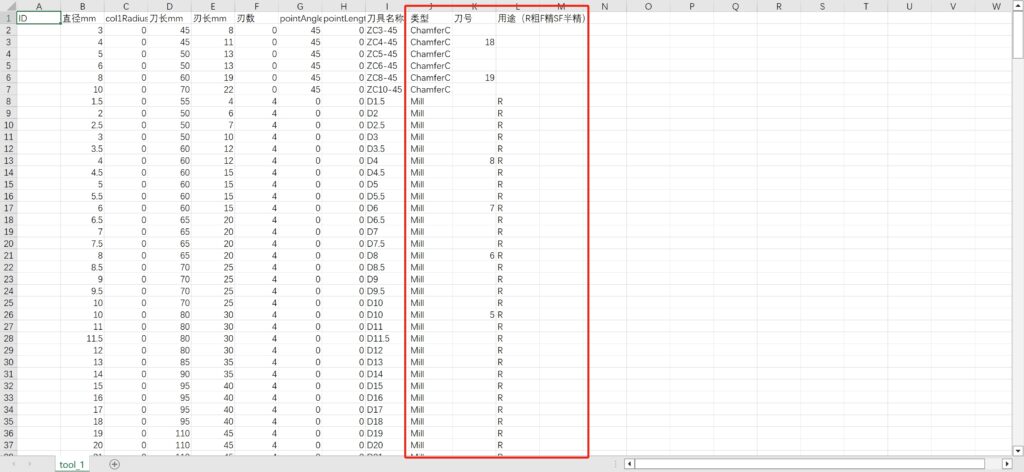
从左往右依次是
- ID:空着即可
- 直径mm
- 刀尖边缘R角
- 刀长
- 刃长
- 刃数
- 倾斜角度:点钻、倒角刀、钻头会用到
- pointLength:空着即可
- 描述:重要!重要!重要!UG里显示刀具的名称
- 类型:固定有这么几种,专业的您一定懂
- ChamferC 倒角刀
- Mill 一般立铣刀,能用底刃也能用侧刃加工,圆鼻刀也是这个类型
- MillBall 球刀
- MillFace 面铣刀,只能飞面
- Drill 钻头
- Spot 点钻或中心钻
- 刀号:代表安装在机床刀盘上的位置号,会在UG上反映出来。
- 类型:表示这个刀具的偏向性。
- F 精加工
- SF 半精加工
- R 粗加工
重点讲一下刀号:刀号代表安装在机床刀盘上的编号,也代表着这个刀是“优先选择”的。系统有比较复杂的刀具选择算法。但有刀号的一般会优先用,比如我们常见的10mm开粗,63mm盘刀等等,只要给个刀号,系统出刀路大概率会用到它们。
类型也是非常重要的选刀考量。专门用于粗加工的刀具会在粗加工策略上使用,从而达到精粗分离的效果。也可以不标注类型,代表这个刀具既可以粗加工又能精加工。系统会优先用有类型的,没有的情况下才去用无类型的。
参数表 #
参数主要调节转速进给。系统会选择刀具,然后用刀具直径和类型,结合策略方法,从参数表中选择转速和进给。

我们只需要知道,系统选择参数会考虑三个
- 刀具类型:对应刀具库中的类型
- 直径:对应刀具库中的直径
- 方法,具体有这么几种
- 侧刃光刀
- 侧刃开粗
- 侧刃铣孔
- 倒角
- 底刃光刀
- 底刃开粗
- 底刃铣孔
- 钻
- 曲面光刀




评论 (0)